FMX Applications
Amino Acids
Application of FMX as a sidestream complement to increase L-Methionine production Utilizing a fermentation process
In the amino acid production process, achieving higher effectiveness in liquid-solid separation from fermentation effluent results in a higher purity product, simplified process train, and lower energy consumption. Conventional technology for streams with such high-solids loading include centrifugal separators and hollow fiber, filter press, and ceramic membrane filtration systems. Due to an innovative design employing rotating blades to generate vortex forces that help keep the membrane layer free of foulants, anti-fouling membrane filtration systems can facilitate higher productivity through higher concentration while lowering downtime lost to membrane fouling.

Conventional Process & Challenges
Most amino acid production processes follow a similar structure, beginning with fermentation and proceeding through cell separation from the fermented solution, ion exchange and concentration under pressure, granulation and evaporation, and ultimately refinement of the final product. Conventional production employs decant screw or centrifugal separators for the initial stage, followed by concentration of the resulting sludge using ceramic membranes. Unfortunately, neither the decant screw nor the centrifugal separator can achieve complete elimination of residual cells that lower the effectiveness of the ion exchange resin during later stages.
Used for diafiltration, ceramic membranes experience frequent fouling issues that limit concentration efficiency or product recovery from intermediate liquid streams with high viscosity and solids content. Furthermore, the residual liquid content in permeate from ceramic membranes requires high energy consumption during the drying process. As shown below, Company C’s master plan used a ceramic membrane as the main membrane filtration process with volumetric concentration factor (VCF) target 50.
After pilot tests with FMX, anti-fouling membrane filtration system, which uses rotating blades to create vortex forces that reduce membrane fouling for high solids loading, Company C set a new concentration goal using the FMX system as a side stream process preceding the membrane system. Though it is conventionally considered quite challenging to achieve even higher concentrations when treating material rejected from other membrane filtration systems, the anti-fouling membrane separation technology FMX system was able to meet the goal of VCF 100 through its full-scale diafiltration process.
FMX: DETAILED TEST RESULTS
The table below indicates the result of operation after integration of FMX into CJ's process train.

L-Methionine Product
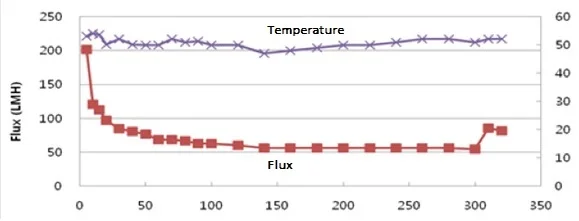
With operating pressure of 2 kgf/cm² and operating temperature of 50'C, the use of a 350 rpm to 0.1 micro MF membrane under batch-style loading produced average Flux of 70 LMH and maximum recovery rate of 99%. The following figure shows the change in flux with the use of FMX to recover Methionine broth.
The difference between the effects of the FMX and that of other membrane systems is clearly seen in the above comparison photographs. The conventional membrane could achieve concentration of only VCF 40, while a ceramic membrane managed to reach VCF 50; only with the use of FMX was it possible to reach concentration of VCF 100, appearing on the far right, maximizing the amount of permeate collected, as seen on the far left. Overall, FMX was able to increase the resulting concentration 2 times.
ECONOMIC VALUE
When FMX is applied in the separation process instead of the original membrane process, concentration rate increases 99%, significantly improving the recovery rate of the product while reducing load capacity for the enrichment process . Furthermore, FMX’s ability to process materials at a higher concentration facilitates the reduction of water necessary for the subsequent diafiltration process.

Two FMX-S units
Major Benefits: Result of FMX Integration
VERSATILE INTEGRATION INTO EXISTING PROCESS TRAIN
Also key is FMX's versatility as both a primary and secondary step at multiple points in the process train. While the FMX is capable of replacing the centrifugal separator in the initial step of the production process, Company C was able to enjoy unique benefits from integration of FMX without modifying their existing process, increasing efficiency without interrupting or affecting current production.
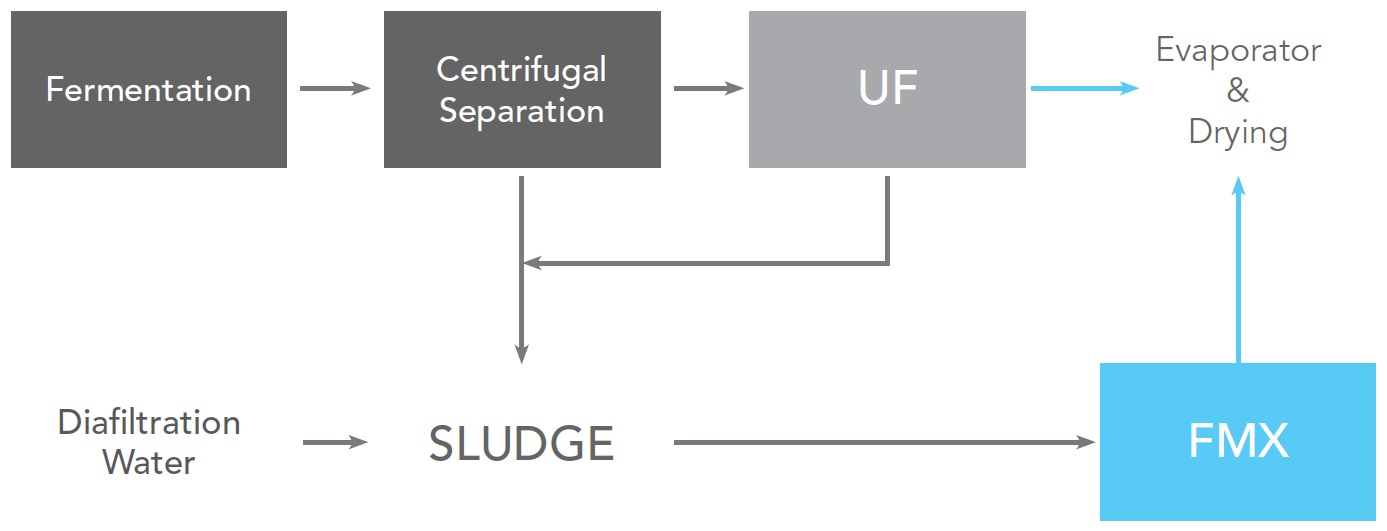
As seen below, the FMX can be utilized as a side stream step to process the dense permeate, deriving more value than the standard ceramic membrane by concentrating the result even further or by ensuring 100% liquid-solid separation by optimizing ion exchange and reducing the length of the drying process.
Implemented in full-scale operation successfully to the present day, integration of the FMX is expected to generate additional revenue of up to $500,000 varying per month, totaling at least $3M per year. Furthermore, the associated reduction in the process water necessary for diafiltration and energy consumption for evaporation is reflected in savings of $500,000 per year.

Result
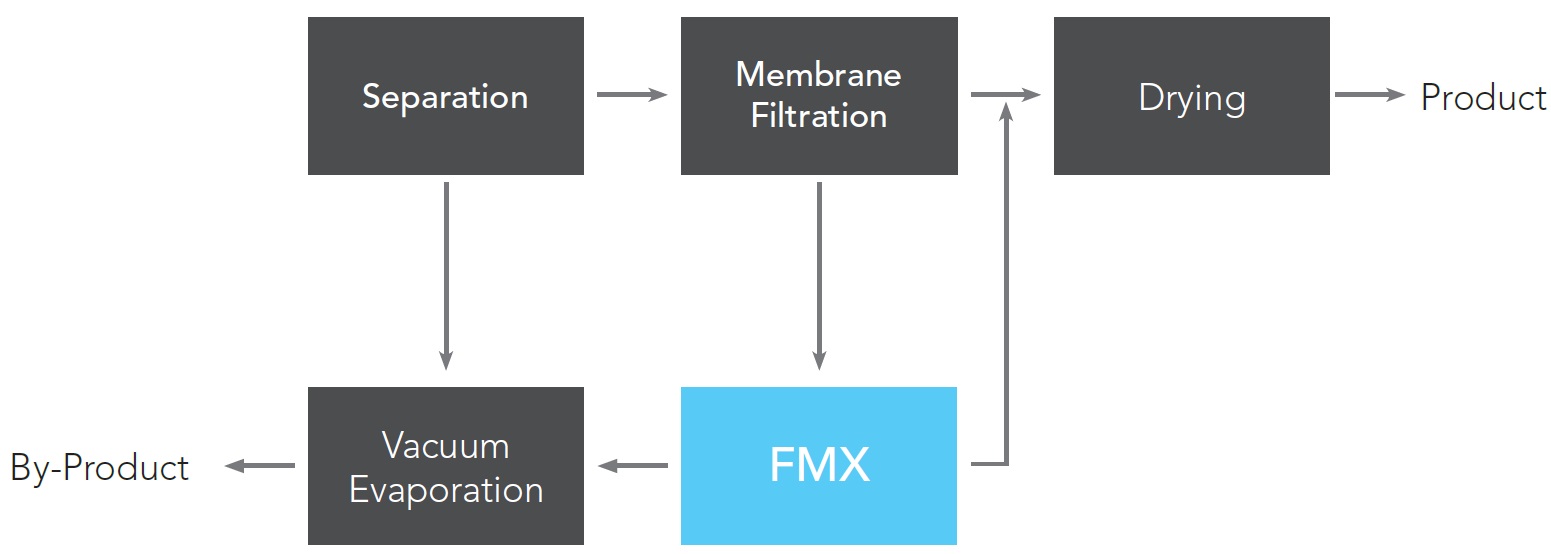
Ultimately, Company C hopes to take further advantage of the anti-fouling membrane system FMX's efficiency to shrink the three seven major process steps for separation from fermentation to drying into one three in essence consolidating the work of the centrifugal separator, two stage conventional ceramic membrane, vacuum evaporator, and hydro-extractor into that of a single FMX system to eliminate less efficient separation redundant dewatering separation steps.